ERS铺装设计范例
ERS铺装设计范例
- 产品详情
- 产品参数
(方案二 ERS铺装)
公路桥钢桥面铺装设计和关键材料性能要求
(商合杭客运专线铁路芜湖公铁两用长江大桥)
一、铺装设计依据的主要规范:
《公路工程技术标准》JTG B01-2003
《公路沥青路面设计规范》JTG D50-2006
《公路公路沥青及沥青混合料试验规程》JTJ 052-2000
《公路工程集料试验规程》JTG E42-2005
《公路沥青路面施工技术规范》JTG F40-2004
《涂装前钢材表面锈蚀等级和除锈等级》GB8923-88
《公路沥青玛蹄脂碎石路面技术指南》SHC F40-01-2002
《公路钢箱梁桥面铺装设计与施工指南》交公便字[2006]274号
《公路钢结构桥梁设计规范》JTG D64-2015
《树脂沥青组合体系(ERS)钢桥面铺装施工技术规范》DB33/T 2012-2016
《钢桥面铺装冷拌树脂沥青》JT/T 1131-2017
二、铺装结构设计方案
2.1 公路桥钢桥面铺装结构设计
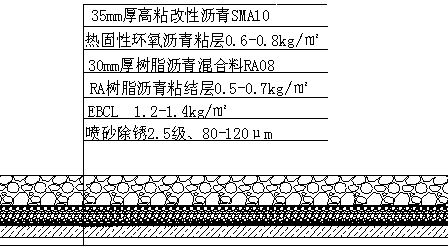
芜湖公铁两用长江大桥公路桥钢桥面铺装宽度为2X15m。ERS铺装结构设计厚度为65mm,铺装结构典型断面为:

图2.1 公路桥钢桥面ERS铺装典型结构
公路桥钢桥面铺装主要任务为:满足公路汽车荷载的使用需要,提供舒适安全的行车条件和道路外观,防水防腐使钢桥结构免于锈蚀,方便后期的养护维修,相对低廉的工程造价。
ERS铺装结构的施工顺序为:
1) 采用无尘抛丸机对桥面钢板抛丸除锈,使其钢板表面达到清洁度达到SA2.5级,粗糙度达到80-120μm;
2) 在抛丸后的钢板表面上刮涂树脂沥青EBCL胶结料1.2-1.4kg/㎡,然后在胶结料表面撒布一层3~5mm的单粒径碎石,撒布量为3-4 kg/㎡,使其与EBCL胶结料一起固化,形成防水且粗糙抗滑的EBCL界面层;
3)EBCL界面固化达到设计强度后,在其表面上涂布树脂沥青RA胶结料0.5-0.7kg/㎡,然后铺筑30mm厚的树脂沥青混合料RA08并碾压至密不透水;
4)RA混合料固化后,采用精铣刨机在RA混合料层顶面进行拉毛制造粗糙表面,然后涂布二阶反应的热固性环氧沥青粘结层0.6-0.8kg/㎡;
5)铺装高粘改性沥青拌制的SMA10混合料35mm厚,完成全部ERS铺装。
三、 原材料技术指标和要求
3.1 EBCL胶结料(钢板防水粘结用)
EBCL胶结料分为A、B两个组分。其A组分是环氧树脂和石油沥青等其它物质组成的混合物,B组分是固化剂和石油沥青等物质的混合物。在施工现场将A、B两组分按照规定的比例混和后,胶结料中的环氧树脂与固化剂等物质在常温条件下发生化学的交联固化反应,最终形成不可逆转的交联固化物,即可以在常温条件下施工并固化达到设计强度。 EBCL胶结料应是绿色环保产品,不含甲苯或二甲苯等有毒有害的挥发性溶剂。
EBCL胶结料的性能应符合表1 规定的技术要求。
表1 EBCL胶结料技术要求
试验项目 | 单位 | 技术要求 | 试验方法 | 检验频率 |
拉拔强度(70℃) | MPa | ≥3 | T5210-2006 ASTM D4541 | 每批次不少于6个试件 |
拉拔强度(25℃) | MPa | ≥10 | ||
指干时间(25℃) | h | 10≥t≥2 | 附录A | 每批次不少于6个试件 |
固化时间(25℃) | h | ≤72 | 附录B | 每批次不少于6个试件 |
断裂伸长率(25℃) | % | ≥20 | T 528-2009 ASTM D638 | 每批次不少于6个试件 |
断裂强度(25℃) | MPa | ≥10 | 每批次不少于6个试件 | |
粘度(25℃) | — | 适于涂布、不流淌 | 目测 | 随时 |
高温后重量损失(180℃/1h) | % | ≤1 | 目测胶结料不变质 天平称重法 | 进场前检测 |
3.2 RA胶结料(RA混合料拌合用)
树脂沥青胶结料适用于RA混合料的拌合生产。树脂沥青胶结料分为A、B两个组分。其A组分是环氧树脂和石油沥青等组成的混合物,B组分是固化剂和石油沥青等物质的混合物。在施工现场将A、B两组分按照规定的比例进行混和后,胶结料中的环氧树脂与固化剂等物质在常温条件下发生化学的交联固化反应,最终形成不可逆转的交联固化物。树脂沥青胶结料应是绿色环保产品,不含甲苯或二甲苯等有毒有害挥发性溶剂。RA胶结料应符合表2的技术要求。
表2 RA混合料用树脂沥青技术要求
试验项目 | 单位 | 技术要求 | 试验方法 | 检验频率 |
指干时间(23℃) | h | ≥8.0 | 附录A | 每批次不少于6个试件 |
固化时间(23℃) | h | ≤72 | 附录B | 每批次不少于6个试件 |
断裂伸长率(23℃) | % | ≥50 | T 528-2009 | 每批次不少于6个试件 |
断裂强度(23℃) | MPa | ≥2.0 | T 528-2009 | 每批次不少于6个试件 |
高温后重量损失率 (180℃/1h) | % | ≤1 | 天平称重法 | 每项目进场前检验1次 |
3.3 SMA拌合用改性沥青
SMA混合料拌合用改性沥青应符合表3的技术要求。
表3 SMA拌合用改性沥青技术要求
试验项目 | 单位 | 技术要求 | 试验方法 | 检验频率 | |
针入度(25℃,100kg,5s) | 0.1mm | 30~50 | T0604-2000 | 每批次1次 | |
试验项目 | 单位 | 技术要求 | 试验方法 | 检验频率 | |
软化点 (环球法) | ℃ | ≥85 | T0606-2000 | 每批次1次 | |
延度(5℃,125px/min) | cm | ≥20 | T0605-1993 | 每批次1次 | |
弹性恢复(25℃) | % | ≥90 | T0662-2000 | 每批次1次 | |
动力粘度60℃ | Pa.s | ≥10000 | T0625-2000 | 每批次1次 | |
闪点 | ℃ | ≥230 | T0611-1993 | 每批次1次 | |
RTFOT 163℃/5h | 质量损失 | % | ≤1.0 | T0610-1993 | 每批次1次 |
针入度比 | % | ≥65 | T0604-2000 | 每批次1次 | |
回弹率 | % | ≥85 | T0662-2000 | 每批次1次 | |
延度(5℃,125px/min) | cm | ≥10 | T0605-1993 | 每批次1次 | |
3.4 SMA层下的粘结层(SMA与RA层之间)
SMA混合料与RA混合料之间的粘结材料应优先选用热固性环氧沥青,提高SMA表面功能层的高温抗剪能力。热固性环氧沥青材料应具有两阶段固化反应的特性,当涂布施工完成后,粘结层材料在日照晾晒下应尽快表干固化,形成不粘车轮不怕雨淋的工作面。当热拌SMA混合料摊铺时,粘结层与混合料中的沥青熔融相连,较快地固化成为具有一定强度和变形能力的胶状固体。
热固性环氧沥青由三部分组成。A组分主要成分是环氧树脂,B组分主要成分是中高温固化剂和石油沥青,C组分是固化促进剂。在施工现场将A、B、C组分按比例混合立即开始涂布施工,界面表干后即可以开始热料摊铺施工。热固性环氧沥青的性能应符合表4的技术要求。
表4 热固性环氧沥青性能要求(粘结层用)
单位 | 技术要求 | 说明 | |
表干时间 25℃ | h | ≤48 | 夏季晴好天气小于两天 |
胶膜断裂强度 25℃ | MPa | ≥3.0 | 胶膜试件150℃/1h |
胶膜断裂伸长率 25℃ | % | ≥100 | 胶膜试件150℃/1h |
高温后重量损失率 | % | ≤1.0 | 固化后再180℃/1h |
对钢板的粘结力25℃ | MPa | ≥5.0 | 养固150℃/4h |
沥青混合料层间结合力 60℃ | MPa | ≥1.0,或≥沥青混合料自身强度 | 养生150℃/4h |
3.5 EBCL用3mm~5mm碎石
EBCL用3mm~5mm碎石应符合表5的技术要求。
表5 3mm~5mm碎石的技术要求
试验项目 | 单位 | 技术要求 | 试验方法 | 检验频率 |
表观相对密度 | g/cm3 | ≥2.60 | T0328-2005 | 每批次1次 |
坚固性(> 0.3mm部分) | % | ≥12 | T0340-2005 | 每批次1次 |
棱角性(流动时间) | S | ≥30 | T0345-2005 | 每批次1次 |
小于0.075mm的含量(水洗法) | % | ≤1 | T0333-2000 | 每批次1次 |
砂当量 | % | ≥60 | T0334-2005 | 每批次1次 |
吸水率 | % | ≤1.5 | T0328-2005 | 每批次1次 |
3.6 粗集料
SMA用粗集料应符合表6的技术要求。
表6 SMA用粗集料的技术要求
试验项目 | 单位 | 技术要求 | 试验方法 | 检验频率 |
石料磨光值 | BPN | ≥42 | T0321-2005 | 每批次1次 |
石料压碎值 | % | ≤20 | T0316-2005 | 每批次1次 |
洛杉矶磨耗损失 | % | ≤28 | T0317-2005 | 每批次1次 |
表观相对密度 | t/m3 | ≥2.60 | T0304-2005 | 每批次1次 |
吸水率 | % | ≤2.0 | T0304-2005 | 每批次1次 |
坚固性 | % | ≤12 | T0314-2000 | 每批次1次 |
针片状含量 | % | ≤12 | T0312-2005 | 每批次1次 |
水洗法<0.075㎜颗粒含量 | % | ≤0.8 | T0310-2005 | 每批次1次 |
软石含量 | % | ≤2.5 | T0320-2000 | 每批次1次 |
对沥青的粘附性 | 等级 | 5级 | T0616-1993 | 每批次1次 |
3.7 细集料
RA和SMA混合料用细集料应符合表7的技术要求。
表7 细集料技术要求
试验项目 | 单位 | 技术要求 | 试验方法 | 检验频率 |
表观相对密度 | g/cm3 | ≥2.60 | T0328-2005 | 每批次1次 |
坚固性(> 0.3mm部分) | % | ≥12 | T0340-2005 | 每批次1次 |
棱角性(流动时间) | s | ≥30 | T0345-2005 | 每批次1次 |
含水量 | % | ≤1.0 | T0103-1993 | 每批次1次 |
吸水率 | % | ≤1.5 | T0328-2005 | 每批次1次 |
亚甲蓝值 | g/kg | ≤5 | T0349-2005 | 每批次1次 |
3.8 矿粉
用作填料的矿粉宜由石灰岩研磨制成,矿粉应符合表8的技术要求。
表8 矿粉技术要求
试验项目 | 单位 | 技术要求 | 试验方法 | 检验频率 | |
表观相对密度 | g/cm3 | ≥2.60 | T0352-2005 | 每批次1次 | |
含水量 | % | ≤1.0 | T0103-1993 | 每批次1次 | |
外观 | — | 无团粒结块 | — | 随时 | |
亲水系数 | — | <1 | T0353-2000 | 每批次1次 | |
塑性指数 | — | <4 | T0354-2000 | 每批次1次 | |
加热安全性 | — | 实测记录 | T0355-2000 | 每批次1次 | |
筛分通过率 | < 0.6㎜ | % | 100 | `T0351-2000 | 每批次1次 |
< 0.15㎜ | % | 90~100 | |||
< 0.075㎜ | % | 75~100 | |||
3.9 纤维
树脂沥青混合料用聚酯纤维和SMA混合料用木质素纤维应符合表9的技术要求。
表9-1 聚酯纤维技术要求(RA用)
试验项目 | 单位 | 技术要求 | 试验方法 | 检验频率 |
直径 | (mm) | 0.010~0.025 | JT/T534-2004 | 每批次1次 |
长度 | (mm) | 5±1.5 | JT/T534-2004 | 每批次1次 |
耐热性 | — | 210℃,2h,体积无变化 | JT/T534-2004 | 每批次1次 |
表9-2 木质素纤维技术要求(SMA用)
试验项目 | 单位 | 技术要求 | 试验方法 | 检验频率 |
长度 | mm | ≤6.0 | JT/T533-2004 | 每批次1次 |
灰份含量 | % | 18±5 | JT/T533-2004 | 每批次1次 |
PH值 | — | 7.5±1 | JT/T533-2004 | 每批次1次 |
吸油率 | % | ≥纤维自身质量的5倍 | JT/T533-2004 | 每批次1次 |
四、铺装混合料级配和技术要求
五、施工技术要求
表2.2.2 RA混合料的技术要求
试验项目 | 技术要求 | 试验方法 | 检测频率 |
马歇尔稳定度 kN( 70℃) | ≥40 | T 0702-2000 双面击实50次 | 每批次不少于4 个试件 |
流值 0.1mm | 20~40 | T 0702-2000 | 每批次不少于4 个试件 |
空隙率 % | 0~2 | T 0702-2000 | 每批次不少于4 个试件 |
车辙动稳定度 次/mm(70℃) | ≥20000 | T0719 | 每批次不少于1 个试件 |
水稳定性:残留马歇尔稳定度 % | ≥90 | T0790 | 每批次不少于8 个试件 |
冻融劈裂试验残留强度比 % | ≥90 | T0729 | 每批次不少于8 个试件 |
-10℃低温弯曲极限应变 ×10-6 | ≥3000 | T0715 | 每批次不少于5 个试件 |
当试验室RA混合料配合比设计以及验证完成后,应进行现场试验段的拌合与铺筑验证。现场试验段验证的目的是检验拟采用的设备、人员、和确定的施工工艺等在实际生产状态下是否可以达到设计的各项技术要求,松铺系数(虚铺厚度)以及施工注意事项等也应通过现场试验段确定。施工单位需做好试验段实施方案和事后的技术总结。
5.2-3 RA胶结料的涂布
RA混合料摊铺前需在已固化的EBCL表面上洒布一层RA胶结料,以提高RA混合料与EBCL界面的粘结可靠性,消除RA和EBCL间可能存在的空隙。在洒布RA胶结料前,应对已经固化的EBCL层表面进行彻底清理,确保其表面清洁干燥,无污染、无尘土。
RA胶结料的洒布可采用机械洒布的方式进行也可以采用人工涂刷的方式进行。机械洒布时,施工人员应根据试验路段获得的洒布经验调整好洒布机的行走速度,使RA胶结料的洒布量控制在0.5-0.7kg/m2。人工涂布时,操作人员根据设计的撒布量称量RA胶结料涂布于相应面积的EBCL表面上,并用毛刷将RA胶结料涂刷均匀。实际洒布量应根据洒布的胶结料总重量和洒布面积进行核算。
RA胶结料的洒布(涂布)不能提前进行,应确保RA混合料摊铺时所洒布的RA胶结料还处于尚未指干的新鲜状态。RA胶结料洒布后的外观应均匀、新鲜、无遗漏。
5.2-4 RA混合料的拌合和运输
RA混合料采用专用的RA拌和机进行拌和生产。RA胶结料A、B组分的称量、石料称量、纤维和炭黑添加以及混合料搅拌、放料等全过程应采用全自动程序控制,也可采用人工辅助的半自动化控制方式。每盘混合料实际称取的胶结料重量应与矿料重量相匹配,确保设计油石比正确。
RA混合料的拌合时间为干拌5s,然后添加RA胶结料,湿拌时间一般不少于60秒。RA混合料的拌合质量要求是,混合料裹附均匀,无花白料。
拌合站距施工现场不应太远,RA混合料从拌合到开始摊铺的时间不宜超过60min。RA混合料运输宜采用小吨位自卸车,每车RA料装车不宜太多,应尽量减少因装车和等待造成RA混合料固化程度很大差异,应避免因运输和等待时间过长而产生“死料”。
5.2-4 RA混合料的摊铺和碾压
RA混合料的摊铺宽度应按照拌合机的产量进行安排。当RA混合料设计厚度为30mm时,每平方米的混合料重量为75-80kg,按道砟下RA摊铺宽度9m计,每延米摊铺重量约为700kg。当拌合站产量为2T/h时,摊铺机的行走速度约3m/min。摊铺机施工应尽量均匀前行,减少摊铺施工停顿等料。
摊铺作业应选择气温适宜的时间段进行,15-25℃较为适宜。过低的气温会造成混合料粘稠,摊铺阻力增加,过高的温度又会使RA混合料固化结硬的速度加快,摊铺作业的适宜时间缩短。当长时间连续施工时,每2-3小时应将摊铺机内的混合料全部清空,重新起步,防止有RA混合料长时间积存在摊铺机角落形成不可压实的“死料”。
RA混合料的摊铺应采用滑靴或平衡梁方式控制摊铺平整度和摊铺厚度。RA混合料的虚铺系数一般为1.2左右,但RA混合料的实际所需的虚铺高度与环境温度、混合料等待时间、和熨平板的激振频率等紧密相关,应参考试验段的经验数据采用。摊铺机行走速度一般为1-3m/min。在摊铺过程中要安排专人清理摊铺机内的边角料,把旧料前扒,保证摊铺机内不会有RA混合料长时间堆积。
RA混合料的碾压采用先胶轮压路机和光轮压路机的组合方式进行。RA混合料的密实度主要依赖轮胎压路机碾压获得,光轮压路机的作用仅仅是获得RA的平整度。胶轮压路机的碾压遍数一般为2-4遍, RA混合料的碾压采用分段控制,碾压长度要与每车料摊铺长度一致。碾压由低到高,紧跟慢压,逐渐横移错位。压路机的前后停机返向时,要减速慢行,避免破坏RA混合料表面的平整度。RA混合料碾压过程中禁止洒水,若出现混合料粘轮,可采用少量植物油涂刷压路机轮胎表面。
密实度达标的RA表面呈光亮致密外观。密实度达标后应尽快采用光轮压路机收光收迹。用光轮压路机碾压RA混合料应格外注意粘连问题。光轮粘连的根本原因是RA胶结料随着时间延长粘度逐渐增加,进而极易形成对钢铁的粘接。应尽量减少光轮压路机与RA混合料接触的时间。光轮压路机收迹碾压应尽量减少重叠,以免造成过多的纵向压痕。收迹碾压后的光轮尽快离开尚未固化的RA表面,清理光轮表面的粘连物并安排专人在光轮表面涂少量的植物油减少粘连。必要时采用RA顶面铺设彩条布或木板的方式使压路机与RA混合料隔离。碾压完成后,应把压路机停放在刚施工的RA工作面以外,碾压完的RA混合料上禁止任何设备刹车、调头、转弯、停靠。
影响RA平整度的主要因素是摊铺机失控、长时间停顿和压路机的停机压痕。摊铺机失控和长时间停顿应通过精细的施工组织解决。当RA混合料趋于饱和时,消除压路机压痕会非常困难,对于无法消除的压痕应在混合料固化后采用机械打磨的方式进行修整。
碾压过程中,RA混合料可能会因富含胶泥封堵气体而出现鼓包气泡现象,施工人员要及时发现鼓包并用钢针刺破,放出内部空气。
在RA施工期间,对混合料进行随机取样,在实验室进行马歇尔成型。成型后与桥面RA层同步养生,检测RA层的稳定度、流值及空隙率。
RA混合料施工结束后需养护2~3天,在混合料达到强度前禁止一切车辆通行。混合料的施工接缝处要除不密实的施工接头,新旧接头间应涂布RA胶结料,确保接缝处平顺、密实、不渗水。
5.2-5 施工注意事项
1) 禁止在拌合机或摊铺机或压路机等设备有故障时仍强行施工,使RA混合料的内在品质和均匀性存在隐患。
2) 禁止在气象条件不确定情况下强行施工,防止尚未固化的RA混合料遭遇雨水浸泡,影响最终强度和稳定性。
3) 禁止高温时节长时间连续施工赶进度,时刻提防高温连续施工带来的“死料”问题。
4) 施工前反复检查核实各项准备工作,禁止在准备工作不充分情况下强行施工。
5) 特别注意RA石料的含水量,较高的石料含水量明显影响胶结料的固化,致使混合料松散,强度不高。特别是0-3mm的细料。淋雨的石料必须经晾晒后才能使用。
6) 注意防止RA混合料中混入异物,例如,塑料膜、烟头、土块或软石或橡胶条等杂物,使RA混合料出现局部坑槽。
7) 注意特别RA混合料的鼓包气泡问题。RA混合料胶泥含量很高,摊铺时容易封闭住气体,分散的气体在碾压作用下聚集形成鼓包,施工人员必须仔细查找,刺穿这种鼓包并放气。
5.3 RA顶面的处置和二阶热固性环氧沥青粘结层施工
在SMA混合料摊铺前首先要对RA层顶面进行粗糙化处理并洒布二阶热固性环氧沥青粘结层。
RA混合料顶面粗糙化的方式应采用精铣刨机处置,铣刨深度3-5mm,去除RA混合料顶面残留的油污和杂物,使RA混合料顶面清洁无尘,石料裸露,凹凸不平。
RA与SMA之间的粘结层应采用二阶热固性环氧沥青材料,提高SMA上面层的粘结和抗剪能力。二阶热固性环氧沥青材料的性能要求应满足第三节表4的技术要求。
二阶热固性环氧沥青粘结层应采用专用的洒布车进行。洒布前应对胶结料进行加热降低粘度,适宜的加热温度为70-80℃。A、B组分和催化剂应在洒布车内分别存放,开始洒布施工时进行混合。A、B组分和催化剂的比例由计量泵控制,在混合料管路中搅拌均匀,通过洒布管喷洒。洒布遗漏部分由人工补涂。
涂布热固性环氧沥青材料应选在高温季节进行。RA顶面温度过低时,人工涂布施工相对困难,涂布量容易偏多。当环境温度达到30℃时,RA顶面温度接近50℃,涂布施工相对容易。热固性环氧沥青粘结层的洒布量为0.6-0.8 kg/㎡,要求涂布后的界面均匀、无漏空。二阶热固性环氧沥青粘结层涂布后需晾晒1天以上即可不粘车轮,然后可以施工SMA。如有SMA运输车车轮粘连胶结料的情况,可适当撒布少量5-10mm碎石进行隔离。
5.4 SMA混合料施工
5.4.1 SMA混合料生产配合比设计和验证
SMA混合料目标配合比设计完成并被批准后,施工单位应在现场进行生产配合比设计,即检验采用实际到场的各种原材料和采用的拌合站生产工艺是否可以满足被批准的配合比设计和规范的要求。
生产配合比设计采用的石料粒径分档应取自拌合站的热骨料仓,按照粒径组成计算各档矿料的重量百分比,使合成级配曲线靠近目标配合比。参考目标配合比的设计成果,检验不同的油石比波动情况下SMA混合料的马歇尔体积参数和路用性能,最终确定SMA混合料的各项生产参数和最佳油石比。
5.4.2 SMA混合料的拌合生产和运输
使用高粘改性沥青时,混合料拌和的各项控制参数为:石料加热200~240℃,混合料拌和后出料温度175~195℃,不满足上述温度要求应与废弃。混合料干拌5~10s,湿拌40~60s。木质素纤维应预先包好相应的重量手动添加。上述各项参数和工艺需经现场现场试验段的检测确认后方可确定。拌制好的混合料贮存时间不得超过2h。
试验室人员应按规定抽样频率取样检验并密切观察拌制混合料的质量,并按要求每盘打印生产数据备查。经过试拌、试验路施工确认并批准的混合料拌和工艺不得随意更改,发现任何异常情况,立即停止拌合生产,查找原因,隐患消除前不得恢复施工。
改性沥青SMA 混合料运输车的数量应该充分保证摊铺施工作业的连续进行。运输车辆应先将底盘及车轮清洗干净,防止泥土杂物掉落在铺装施工范围内。运输过程中,车厢顶面应加盖帆布保温。运输车辆在摊铺机前被推行时,不得紧踩刹车,防止轮胎搓动下层。运输车辆不得在桥上急转弯及调头,运输车辆必须按指定路线进入施工现场,在钢桥面上行驶速度不超过10km/h。运输车辆从装入混合料起至开始摊铺为止,运料及等待时间不超过1.5h。
5.4.3 SMA 混合料摊铺和碾压
钢桥面SMA 铺装施工应采用两台摊铺机并行梯次摊铺,减少纵向施工接缝。摊铺机在施工前应进行全面彻底的检修,确保摊铺施工中不出现设备故障。摊铺机熨平板应在摊铺开始前充分预热。
摊铺机应采用整平梁方式控制平整度和厚度,虚铺系数应参考试验段取得的数据,摊铺施工现场随时用插深的方式检测摊铺厚度。
摊铺机行走速度应与拌和站的生产能力相匹配,一般不宜超过3m/min。现场施工管理人员应注意避免摊铺机长时间停机待料。SMA混合料最低摊铺温度不得低于160℃。
ERS铺装体系的SMA混合料推荐采用10吨以上的水平震荡式压路机进行碾压。SMA 混合料采用追随式碾压,即压路机紧跟摊铺机进行碾压。每段的碾压长度可大约30m,每往返一次为碾压一遍。一般3-4遍即可使SMA混合料密实度达标,达标的关键是混合料的温度并非持续的震动。每幅碾压的重叠宽度应约轮宽的1/3。压路机行驶速度不可过快,以免形成推拥鼓包,影响SMA的平整度,一般宜控制在3km/h 范围内。初碾的温度应150℃以上,当SMA混合料温度低于120℃时,钢轮压路机对提高密实度帮助甚微,不得已时,可考虑采用胶轮压路机进行辅助碾压,随后尽快用光轮压路机进行收迹碾压。
在边缘角落及雨水井周围难以用大型压路机压实的部位,需采用小型压路机及人工操作的机动夯锤夯实。
5.4.4 SMA施工缝设置与处理
钢桥面铺装SMA混合料一般数量较少,在施工组织安排上应尽可能一次完成,不设纵横施工缝。若情况特殊非设置施工缝不可,应注意先将接缝部位不实的SMA混合料切除,在接触面上涂布改性乳化沥青,以保证接头部位不渗水。
5.5 ERS铺装的质量检测和验收
5.5.1 EBCL界面
EBCL防水粘结层的技术要求
检验项目 | 质量要求或允许偏差 | 试验方法 | 检验频率 |
胶结料涂布 | 重量正确、厚度均匀、无堆积或流淌。 | 单位面积称重法 | 分段检查 |
碎石撒布量 | 重量正确、均匀满布,不重叠、堆积。 | ||
拉拔强度(25℃) | ≥10MPa | 现场拉拔 | 每工作段一批 |
拉拔强度(70℃) | ≥3MPa | 试验室拉拔 | 进场前验证 |
拉剪强度(70℃) | ≥1MPa | 试验室检测 | 进场前验证 |
胶膜断裂强度(25℃) | ≥10MPa | T528-2009 | 进场前验证 |
胶膜断裂伸长率(25℃) | ≥20% | T528-2009 | 进场前验证 |
5.5.2 树脂沥青混凝土RA层
RA混合料的施工质量要求
检验项目 | 质量要求或允许偏差 | 试验方法 | 检验频率 | |
现场成型马歇尔试件,检测稳定度流值 | RA 70℃ | ≥40KN/20-40 | 马歇尔试验 | 不少于1次/台班 |
厚度 | +5 mm,-2 mm | 插入法 | 每100m测5处 | |
空隙率 | <2% | 按碾压吨位及遍数控制 | - | |
5.5.3 SMA上面层
表面SMA层实测项目(△为关键项目)
项次 | 检查项目 | 规定值或允许偏差 | 试验方法 | 检验频率 | ||
1△ | 压实度 | 满足设计要求 | 检查碾压吨位及遍数 | 每施工段 | ||
2△ | 厚度 (mm) | +0,-4 | 同坐标施工前后相对高差或探地雷达 | 每100m测6处 | ||
3△ | 平整度 | IRI(mm/km) | 2.0 | 平整度仪 | 每车道连续检测,每100m计算IRI和σ | |
σ(mm) | 1.0 | |||||
4 | 横坡(%) | ±0.3 | 水准仪 | 每100m测2个断面 | ||
5 | 抗滑 | 构造深度(mm) | 0.8-1.2 | 铺砂法 | 每200m查1处 | |
6 | 摩擦系数 | 满足设计要求 | 摆式仪 | 每200m查1处 | ||
7 | 横向力系数 | 满足设计要求 | ||||
8 | 渗水系数(ml/min) | ≤100 | 渗水仪 | 每200m测 1点 三处取平均值 | ||
※注:第5、第6和第7项任选其一。采用ERE铺装结构时,表面平整度要求应适当放宽。